Yüksək Karbonlu Dairəvi Polad Shot






Model/Ölçü:S110-S930/Φ0.3mm-2.8mm
Məhsul təfərrüatı:
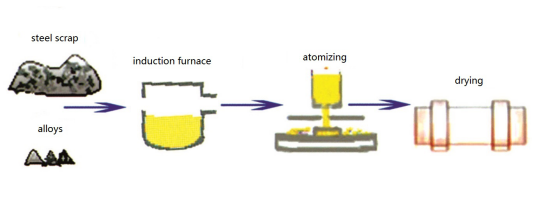
Xüsusi poladdan hazırlanmış, bərkimiş və bərkidilmiş yüksək karbonlu polad çubuqda karbonun tərkibi 0,85%-dən çox olur. atomizasiya prosesi vasitəsilə, ərimiş poladdan hazırlanmış sferik hissəciklər. Fengerda istehsalın hər bir keçidinə, xüsusən deoksidləşməyə və oksidləşməyə nəzarətə ciddi nəzarət edir. dekarbonizasiya, söndürmə prosesində temperatur, həmçinin məsamələrin və formalaşdıqdan sonra anormallığın aradan qaldırılması, məhsulu yeni səviyyəyə yüksəldir.
Əsas Xüsusiyyətlər:
| LAYİHƏ | SPESİFİKASİYA | TEST ÜSULU | |||
| KİMYƏVİ BİRLƏŞMƏ |
| 0,8-1,2% | P | ≤0,05% | ISO 9556:1989 ISO 439:1982 ISO 629:1982 ISO 10714: 1992 |
| Si | ≥0,4% | Cr | / | ||
| Mn | 0,35-1,2% | Mo | / | ||
| S | ≤0,05% | Ni | / | ||
| MİKROSTRUKTURA | Homojen martensit və ya beynit | GB/T 19816.5-2005 | |||
| Sıxlıq | ≥7.0*10³kq/m³(7.0kq/dm³) | GB/T 19816.4-2005 | |||
| XARİCİ FORM | Hava çuxuru < 10%.Birləşir.Kəskin künc.Deformasiya dərəcəsi < 10% | Vizual | |||
| SƏRTLİK | HV: 390-530 (HRC39.8-51.1) | GB/T 19816.3-2005 | |||
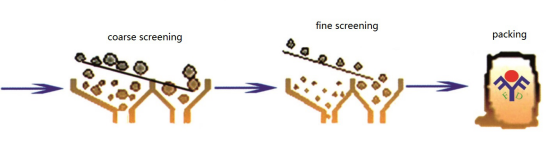
Emal addımları:

Üstünlüklər:
Ənənəvi istehsal texnikasından istifadə edərək, yüksək karbonlu yuvarlaqlaşdırılmış polad çubuq, əsasən partlayışla təmizləmə və çubuq vurma üçün istifadə olunur. Mükəmməl idarə olunan istilik müalicəsi ona optimal möhkəmlik və yorğunluğa qarşı müqavimət təmin edir.
və artan aşınma və yorğunluq xüsusiyyətləri tələb edən metal hissələri bitirin.Bu prosesdə atış metal hissəni bombalayır və səthdə kiçik çuxurlar yaradır.
Çuxurlar hissənin səthində sıxılma gərginliyinə səbəb olur, metalın çatlara, yorğunluğa və korroziyaya qarşı müqavimətini artırır.Döşəmə dişli çarxlar, millər və qabaqcıl aerodinamik məhsullar üçün metal örtüklər kimi kritik, yüksək aşınma komponentləri üçün istifadə olunur.
Tətbiqlər:
Yüksək karbonlu polad atışımız müxtəlif tətbiqlərdə istifadə olunur;qumsuzlaşdırma, kireçdən təmizləmə, təmizləmə, ştamplama və s.. Airblast zavodlarında mərkəzdənqaçma atomizasiya prosesi və ikiqat istilik müalicəsi, eləcə də keyfiyyətə nəzarət tədbirləri davam etdirilərək atışın ən yüksək keyfiyyətdə olmasını təmin edir.
Döymələrin, istiliklə işlənmiş parçaların, polad boruların, seksiyaların və polad konstruksiyaların səthi partlayışla təmizlənməsi, rənglənmədən əvvəl səthin işlənməsi, iş parçalarının çubuqla vurulması.
Paslanmayan polad plitələrin, nazik polad boşqabların, əlvan ərintilərin, dakromet örtüyünün səthi partlayışla təmizlənməsi.





