Polad Shot Taşlama




Model/Ölçü:0,4-2,5 mm
Məhsul təfərrüatı:
Alaşımlı daşlama polad vuruşu, yuxarıda göstərilən məhsulların ölümcül zəifliyini nəzərə alaraq, yüksək karbonlu polad vuruşa, aşağı karbonlu polad vuruşa və aşağı vanadiumlu polad vuruşa əsaslanır: hava dəliyi, çatlar, sərtlik fərqi, yenidən araşdıraraq yeni məhsullar hazırlayın. döymə texnologiyası, müxtəlif istifadəyə görə müxtəlif material seçə bilir, dəyəri tətbiq sahəsindən asılıdır, istifadə müddətini uzada bilər, yüksək qiymət performansına malikdir. polad kəsilmiş tel atışları üç müxtəlif sərtlikdə mövcuddur: 45-50 HRC , 50-55 HRC və 55-60 HRC, ölçüsü 0,20 mm ilə 2,50 mm arasında dəyişir.Kəsilmiş tel çəkilişlərimiz SAE J441, AMS 2431 və VDFI 8001-ə uyğundur.
Əsas Xüsusiyyətlər:
| ÖLÇÜ: | 0.2-2.5MM |
| Sərtlik: | HRC40-50 HRC45-55 HRC50-60 HRC>60 |
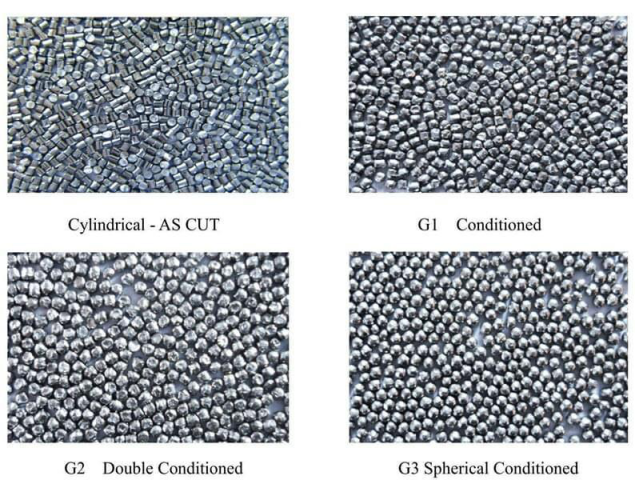
| ŞEKİL | G1 Kondisioner G2 İkiqat Kondisioner G3 Sferik |
| LAYİHƏ | SPESİFİKASİYA | TEST ÜSULU | |||
| KİMYƏVİ BİRLƏŞMƏ | C | 0,45-0,75% | P | <0,04% | ISO 9556:1989 ISO 439:1982 ISO 629:1982 ISO 10714: 1992 |
|
| Si | 0,10-0,30% | Cr | / |
|
|
| Mn | 0,40-1,5% | Mo | / |
|
|
| S | <0,04% | Ni | / |
|
| MİKROSTRUKTURA | Martensit və ya troozit və ya deformasiya olunmuş perlit | GB/T 19816.5-2005 | |||
| Sıxlıq | ≥7,40 q/sm³ | GB/T 19816.4-2005 | |||
| XARİCİ FORM | Homojen ölçü, mükəmməl parlaqlıq, top forması | Vizual | |||
Niyə Alloy Griding Shot seçməlisiniz?
Taşlama shot kəsiyi

Polad zərbə en kəsiyi
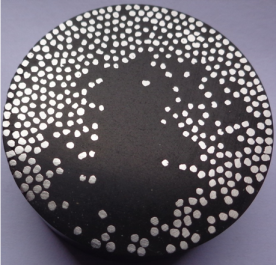
Çəkilmiş xammalların üyüdülməsi

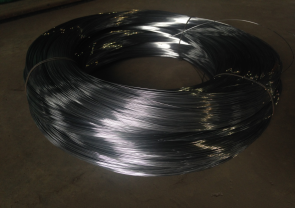
Polad Shot Xammal
①,Döymə polad məftildən hazırlanıb, hava dəliyi, çatları və sərtlik fərqi yoxdur.
②,Müxtəlif sahələrin müxtəlif tələblərinə uyğun olaraq, polad məftilin müxtəlif materiallarını seçə bilərik.
③,Taşlama vuruşu daha möhkəmdir və istifadə müddəti polad atışdan 1,5 dəfə çoxdur.
④,Grinding shot ilə təmizlənmiş iş parçası gümüşü-ağdır və Döküm polad zərbə ilə təmizlənmiş səth tünd boz rəngə çevrilir.
⑤,Təmizləmə effekti tökmə poladdan vurulandan daha dolğundur və ikincili təmizləməyə ehtiyac yoxdur.Təmizləndikdən sonra iş parçasının kobudluğu tələblərə cavab verir.
⑥,Aşındırıcı döymə daşlama polad vuruşunda hava çuxurunun olmaması, çatların olmaması və sındırılması asan olmadığı üçün partlayış prosesində doldurma miqdarı azdır, partlayış prosesində toz azdır, iş gücü azdır və ətraf mühitin çirklənməsi azaldıla bilər.
Üstünlüklərin müqayisəsi
|
| Aşağı karbonlu polad atış | Taşlama polad shot | Yüksək karbonlu polad atış |
| C | 0,08-0,20 | 0,45-0,75 | 0,80-1,20 |
| S | ≤0,05 | <0,03 | ≤0,05 |
| Mn | 0,35-1,50 | 0,50-1,50 | 0,50-1,20 |
| P | ≤0,05 | <0,03 | ≤0,05 |
| Si | 0,10-2,00 | 0,30-0,60 | ≥0,40 |
| HRC | 40-50 | 40-60/50-60 | 40-50 |
| duzluluq | ≤45mg/㎡ | ≤18mg/㎡ | ≤45mg/㎡ |
| yorğunluq həyatı | 4000-4200 | 5400-5800 | 2500-2800 |





